

Dünyaca tanınmış üretim sistemleri uzmanı ve Toyota Üretim Sisteminin kurucularından Shigeo Shingo bir fabrikaya yaptığı ziyaret esnasında üretim alanında bulunan bir pankarta itirazda bulunur. Pankartta “Kayıpları ortadan kaldırın.” yazmaktadır.
İlk etapta, Shingo’ya eşlik eden fabrika yönetimi itirazın nedeni anlayamaz fakat Shingo, sonrasında neden itiraz ettiğini açıklar. Kayıpları ortadan kaldırmak için öncelikle onları bilmek gerektiğini söyler ve doğru sloganın “Kayıpları bul.” olduğunu ifade eder.
Peki kayıpları nasıl bulacağız? Buzdağımız ne kadar büyük? Gördüğümüz problemlerin yanında, göremediklerimiz ne kadar? Problemlerimiz nerede?
Bu soruların cevaplarını bulmak için öncelikle makinelerimizin etkinlik ölçümünü doğru bir şekilde yapmalıyız. Bunun için kullandığımız verilerin doğruluğu önem kazanmaktadır. Veri toplama metodumuzun doğruluğu, doğru bir etkinlik ölçümü için anahtar roldedir. Bu veri toplama metodu geleneksel tarzda form doldurma yöntemiyle olabileceği gibi, teknolojik altyapıya sahip DCAS gibi sistemler de kullanılabilir. Çünkü doğru olmayan veriler ile yapılan ölçümler bizi sonuca götürmez.Sadece zaman ve para kaybettirir.
“Kayıpları ortadan kaldırmak için öncelikle onları bilmek gerekir.”
Shigeo Shingo
DCAS: Üretim alanından eş zamanlı olarak veri toplamaya olanak sağlayan ve diğer ERP sistemleriyle haberleşebilen entegre veri toplama sistemidir.
1960’larda TPM (Total Productive Maintenance – Toplam Verimli Bakım) metodunun da kurucusu olan Seiichi Nakajima tarafından geliştirilen OEE (Overall Equipment Effectiveness – Toplam Ekipman Etkinliği) , Japon Yönetim Sistemlerinde, kayıplara odaklanılmış en önemli performans göstergelerinden biridir. OEE, makinelerin duruşlarını, performanslarını ve kalite kayıplarını tek bir parametre ile ölçmek ve izlemek için geliştirilmiş matematikselbir metottur.OEE bize, makinelerimizi ne kadar iyi ve etkin kullanıldığımızı gösterir. Bu göstergeyi tek bir makine için takip edebileceğimiz gibi hat veya bölüm için de takip edebiliriz. Hesap yöntemi net bir şekilde belli olan OEE, tüm dünyada aynı şekilde hesaplanan ve aynı amaç için kullanılan en önemli göstergelerden biridir. Bu gösterge ile şirketler;
Dünya çapındaki şirketlerin makine kullanım performansı OEE yöntemi ile ölçüldüğünde %50 civarındadır. Bu sonuç makinelerinizin geri kalan % 50 zamanını kullanamadığınız anlamına gelir.
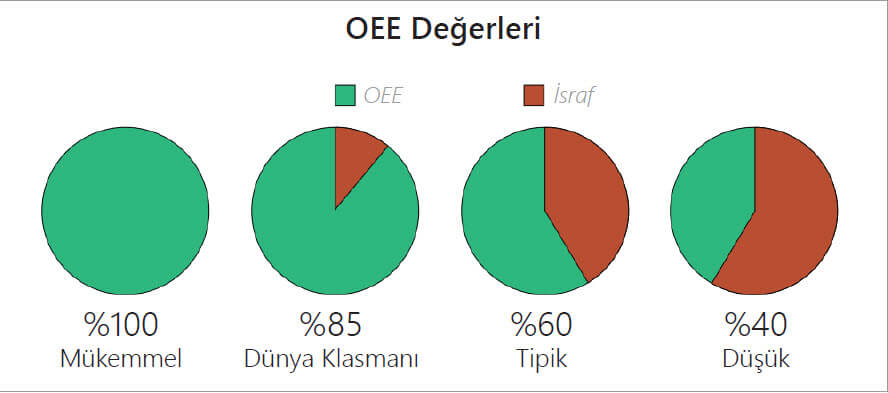
Kayıplarınızı azaltacak KAIZEN çalışmaları ile OEE oranını % 60’a çıkartmak bile size hiç para harcamadan %20 kapasite artışı sağlayacaktır.
Uygulanabilen en iyi OEE değeri %85 olarak kabul edilmektedir ve bu seviyedeki şirketler “World Class” üretim yapan şirketler olarak anılırlar.Dünya standartlarında olan şirketler OEE performanslarını yükselterek,kapasite ihtiyaçlarını karşılamaya çalışırlar. Böylece kendilerini ek yatırım, ek alan kullanımı, ek işçilik, fazla stok, fazla enerji kullanımı,kalitesizlik ve finansman maliyetlerinden korurlar.
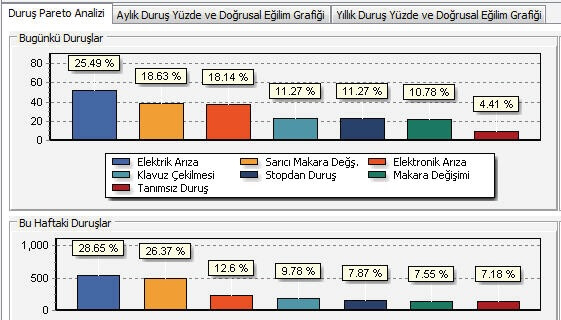
OEE, kayıplara odaklanarak azaltmayı hedefler. Kayıpları önceliklendirir ve doğru konularda KAIZEN yapılmasını sağlar. Makine performansınızı göstermekle birlikte %100’den olan farkın hangi kayıplara dayandığını gösterir. OEE değerini düşüren ekipman kayıplarının nasıl sınıflandırıldığı grafikte gösterilmiştir.

KAIZEN çalışmalarının etkili olması için kayıpların doğru tanımlanması ve anlaşılması çok önemlidir. Kapatma kaybı TEEP (Total Equipment Effectiveness Performance – Toplam Ekipman Etkinlik Performansı) hesaplanırken kullanılmaktadır. Bunun dışındaki 7 büyük kayıp OEE grafiklerinde açıkça gösterilir ve yapılan analizler sonucunda önceliklendirme yapılarak KAIZEN çalışmaları planlanır.Bazı iş alanlarında bu kayıpların hepsi bulunmayabilir. Onun için burada bilmemiz gereken kayıplarımızı doğru bir bakış açısıyla, doğru kayıp sınıfı başlığında tanımlayabilmektir. Örneğin; Setup ve ayarlama süresi,ikmal-doldurma süresi ve makine hazırlık süreleri (ısınma) tam olarak ortadan kaldırılmasa da minimum seviye düşürülmesi hedeflenen sürelerdir.Bu nedenle plansız duruş sınıfında kabul edilmeli ve OEE hesabına bu şekilde dâhil edilmelidir.
KAIZEN: Japoncada Kai: ‘değişim’ ve Zen: ‘daha iyi’ anlamına gelen iki kelimenin birleşiminden oluşmuş sürekli iyileştirme felsefesinin adıdır.
OEE hesabı, üretim tesisinin açık olduğu süreyi tanımlamak ile başlar. Bu süreye “Takvim Süresi” denir. Takvim süresinden, daha önceden üretim yapılmaması planlanmış planlı duruşlar çıkartılarak “Planlanmış Üretim Süresi” hesaplanır. Planlanmış üretim süresinden, üretim sırasında yaşanan ve duruş olarak daha önceden planlanmamış plansız duruşlar çıkartılarak “Çalışma Süresi” hesaplanır. Fiilen üretimin yapıldığı kabul edilen çalışma süresinden, üretim hızını negatif yönde etkileyen ve teorik üretim hızından uzaklaşmaya neden olan hız kayıpları ve küçük duruşları çıkarttığımız durumda “Net Çalışma Süresi” hesaplanır. Net çalışma süresi içinde yapılan üretimden, aynı zaman diliminde üretilmiş ilk seferde doğru üretilemeyen ürünler için harcanmış zaman dilimini çıkarttığımız durumda “Etkin Çalışma Süresi” hesaplanır.

OEE’ yi anlık olarak izleyebilmek makinelerimizi nasıl kullandığımız hakkında detaylı bilgi ve zamanında müdahale imkânı verir. Anlık izleyebilmek ve veri analizi yapabilmek için DCAS yazılım ve otomasyon çözümleri kullanılabilir. Ancak bu tip çözümler kullanılamıyorsa, manuel hesaplama ve takip dönemleri tanımlanabilir. Dönemler için vardiya, gün, hafta, ay gibi seçimler yapabiliriz. Tavsiye edilen ve en çok kullanılan zaman dilimi vardiyadır, ancak proses ve üretim gereği günlük olarak da takip edilebilir. Ayrıca OEE sadece bir zaman dilimi için değil aynı zamanda bir iş emri için de hesaplanabilir.
OEE değerini sürekli izlediğimizde makine operatörlerinden, üst düzey yöneticilere kadar her seviyede çalışan, OEE değerine bakarak iyileştirmeye açık alanlar için KAIZEN konularını belirleyebilir. Ayrıca OEE değeri, yapılan KAIZEN çalışmalarının başarısını izlemek için en iyi araçtır. OEE değerlerinin takibinde yazılım ve otomasyon çözümleri kullanılsa bile, OEE performansımızın ne seviyede olduğu, hedef değere göre durumumuz ve gidişatı görsel yönetim araçları ile herkes ile paylaşmak, kolayca görülebilecek yerlerde sergilemek ya da periyodik bilgilendirmeler ile bilgi akışı sağlamak, OEE yönetimi açısından önem taşımaktadır.
OEE, etkin çalışma süresini maksimum yapmayı hedefler.
OEE hesabında şirketlerin bakış açısı çok önemlidir. Çünkü OEE hesaplarını her şirket kendi süreçlerine ve kültürel geleneklerine göre şekillendirir, şekillendirmelidir. Burada unutulmaması gereken, amacımızın ne olduğu. Amacımız suni olarak değerlerin yüksek çıkması ve problem yokmuş gibi davranmak mı, yoksa problemleri su yüzüne çıkartarak, onlara kalıcı önlemler alarak, gerçek bir iyileşme ve gelişim sağlamak mı?
En tehlikeli kayıp türü, farkında olmadığımız, bilmediğimiz kayıp türüdür.
– Shigeo Shingo
Kayıplarımızın farkında olmak için dikkat etmemiz gereken bazı noktalara dikkatinizi çekmek istiyoruz.
Teorik çevrim hızlarını doğru bilmemiz OEE hesaplaması için çok hayati bir konudur. Hatalı teorik çevrim hızları belirlersek makinelerimizde birçok kayıp yaşanıyor iken OEE değerleri yüksek çıkmaya devam eder. Teorik çevrim hızları, makine, kalıp ve versiyon bazında farklılık gösterebilir. Hız kaybını ölçemiyor veya küçük duruşların kaydını tutamıyorsak, net çalışma süresini ve performans oranını hesaplamak için doğru teorik çevrim hızı verilerine ihtiyacımız var. Çünkü performans oranı hesabında teorik hız üzerinden hesap yapıyoruz.
Makine veya hattın teorik çevrim süresini doğru hesaplamak için çeşitli örnekleme ve ölçüm metotları kullanılabilir. Makine ilk alındığında makine üreticisi ya da üretim, bakım uzmanları teorik çevrim süresini belirlerler. Fakat bu süre makine ve kalıbın yıpranması, makinenin yaşı, soğutma suyu sıcaklığı, sizin yaptığınız değişiklikler ve kullanılan hammadde gibi faktörlerden etkilenerek değişmiş olabilir. Bu nedenle teorik çevrim süresi yapacağımız ölçümler sonucu, üretim ve bakım uzmanlarının fikirleri de alınarak tespit edilmelidir. Yapılan ölçümler makine sisteminden alınabileceği gibi manuel olarak kronometre ile de yapılabilir. Bu ölçümü ürün, makine, hat bazında farklı zaman ve durumlarda yaparak, teorik çevrim süresi hesaplanabilir. Bu değer tespit edilirken performans oranının %100’ü geçmemesine dikkat edilmelidir.
Ürün çeşitliliği nedeniyle yaptığımız tüm setup ve ayarlar, OEE hesabında kayıp olarak nitelendirilir. Çünkü o zaman aralığında değer yaratan bir faaliyet yerine, değer yaratmak için bir hazırlık faaliyeti yürütülmektedir. Bu faaliyetler üretim yapılabilmesi için gerekli işlemlerse neden kayıp olarak değerlendiriyoruz diye düşünülebilir. Fakat bu faaliyet sürelerinin
azaltılabileceği de unutulmamalıdır. İşte bu noktada SMED8 metodu, iyileştirme faaliyetlerinin yürütülmesi için önemli bir araçtır. SMED’in teorisinde setup sürelerinin 10 dakika altına düşürülmesi hedeflense de, setup sürelerini azaltıcı her türlü faaliyet bu kapsamda değerlendirilebilir. Ayrıca kalite bileşeni ile SMED metodunun etkileşim içinde olduğu noktada,
ilk ürün onayı ve setup sonrası hemen seri üretime geçebilme konularında da KAIZEN çalışmalarını yapılmalıdır.
Planlanmış üretim süresi içinde yapılması gereken bazı işlemler bu süre dışında ya da süreklilik arz eden problemler planlı duruş statüsünde gösteriliyor olabilir. Bu gösterimler neticesinde OEE değerleri olması gerekenden daha yüksek gözükür.
2 vardiya çalışılan bir fabrikada, makine, 3’üncü vardiya içinde veya çalışma olmayan hafta sonu yeni ürün için hazırlanıyor ise kullanılan zaman planlanmış üretim süresinin dışında kalmış olacaktır.
10 makinesi olan bir tesis 8 makinesini çalıştırıyor. Diğer 2 makinesi kapalı ve yeni ürün için kapalı makinelerinden birisini hazırlatıyor ise bu hazırlık işlemi için ayrılan süre yine planlanmış üretim süresinin dışında kalmış olacaktır.
2.vardiya için üretim planlanmış bir makine, üretim sırasında arızalanıp üretim yarıda kesilmiş olabilir. Makine yedek parça probleminden dolayı üretime teslim edilemeyip, uzun bir süre kapalı kalacak da olabilir. Bu duruma, makine için bakım planlandı diyerek, kaybı, planlı duruş hanesine yazmak, kayıplarımızı gizlemek anlamına gelecektir.
Bazı işletme ve proseslerde, bazı makineler, çalışanların dönüşümlü olarak çalışması ile yemek ve molalarda da çalışmaktadır. Bu durum da OEE değerini yemek ve mola duruşu varmış gibi hesaplamak, kayıplarımızı kapatmak için uydurduğumuz bir yol olarak karşımıza çıkmaktadır.
Kapatma kayıpları, kayıp olarak görülmesine rağmen OEE hesaplarına dahil edilmezler. Bu kayıpların giderilmesi için sahada çalışanların yapabileceği bir şey yoktur.
Örneğin;
Amacımız başta da söylediğimiz gibi OEE değerini suni olarak yükseltip kendimizi kandırmak olmadığına göre hesaplamalarınızda bu durumlara mutlaka dikkat etmeliyiz. Bu şekilde yapılan hesaplamalar aşağıdaki problemlere yol açar;
Gerçek nedenleri, harcanan süreleri ile birlikte veri tabanına kaydettiğimiz sürece OEE hesaplamalarında hata olmaz. Buna dikkat etmemiz, daha sonraki analiz ve hesaplamalar için yeterli olacaktır. Kayıpların detaylı ve doğru şekilde incelenmesi de doğru sınıflandırma ve tanımlama ile mümkündür. Eğer hatalı veya eksik tanımlama yaparsak KAIZEN konularının seçiminde bizi yanlış yönlendirir.
Hiçbir şey zor değildir, yalnız onu ufak parçalara bölmesini bilelim.
– Henry FORD
Kalıp arıza oranı yüksek ise makine arıza tanımı altından çıkartıp ayrı olarak kalıp arıza tanımı ile izlemeliyiz.
Ham madde ile ilgili, fabrikada hiç stok yok ve planlama önceden bilgi vererek makinenizi kapattırır ise planlı duruş olarak kabul edilip makinenin kapalı kaldığı süre OEE hesabına dâhil edilmez. Fakat stok hatası nedeniyle habersiz duruş yaşanıyor ise gerekli organizasyon (iş gücünün başka bir yerde değerlendirilmesi ve makinenin kapatılması için harcanan süre) yapılana kadar geçen süre plansız duruş (boş bekleme veya ikmal doldurma ) olarak OEE hesabına dâhil edilmelidir.
Depoda stok var, servis edilmesi bekleniyor veya hammadde hazırlık işleminin yapılması bekleniyor ise plansız duruş (ikmal ve doldurma) olarak OEE hesabına dahil edilmeli ve ikmal-doldurma süresinin kısaltılması için KAIZEN çalışmaları yapılmalıdır.
Bazı durumlarda bakım veya kalıphane personelinin arızaya müdahale etmesi beklenir. Bu süre arıza onarım süresinden ayrı takip edilmeli ve plansız duruş olarak (boş bekleme) kayıt altına alınmalıdır.
Kalite bileşeni hesabında, dikkat edilmesi gereken nokta, ilk seferde doğru üretim oranıdır. İlk seferde doğru üretim yapamadığımız ürünler için harcadığımız zaman, işçilik, ham madde, tamamıyla kayıp olarak değerlendirilmelidir.
| Üretim Bilgileri | Adet |
| Üretim Sayısı | 480 |
| Hurda Sayısı | 30 |
| Yeniden İşlem ile Kurtarılabilecek Olan | 20 |
| 2. Sınıf Ürün Olarak Satılabilecek Olan | 33 |
Yukarıdaki üretim bilgilerine göre OEE kalite bileşenini hesaplayacak olursak, ilk seferde doğru üretilen adet olarak;
= 480 − (30 + 20 + 33) = 397 adet
OEE Kalite bileşeni de;
= (397 / 480) x 100 = %82,7
OEE değeri tek başına ele alındığında bizi yanıltabilir. Örneğin aşağıdaki tabloyu incelersek;
| OEE Bileşenleri | 1. Makine | 2. Makine |
| Kullanılabilirlik | %90 | %84 |
| Performans | %85 | %85 |
| Kalite | %96 | %99 |
| OEE Değeri | %73,4 | %70,6 |
Sadece OEE değerine baktığımızda 1. makineyi daha başarılı görürüz fakat kalite oranına baktığımızda 3 puanlık bir kötüleşme olduğunu görürüz. OEE’ nin daha iyi çıkmasını ise kullanılabilirlik oranındaki artış sağlamaktadır. Bu nedenle tek başına OEE değerine bakmamız yeterli olmaz, kayıpları detaylı olarak incelemeliyiz. Birçok farklı makina parkı ve prosese sahip bir tesisin OEE’ sini tek bir değer olarak ortaya koymak yanıltıcı olacaktır. Bunun yerine tesisin, aynı-benzer tip makina ve ekipmanlarına sahip bölümlerin OEE’ lerini takip etmek daha doğru bir yol göstericidir.
– Yöntem 1: OEE değerlerinizin aritmetik ortalamasını alabilirisiniz.
– Yöntem 2: Makinelerinizin ağırlıklı ortalamasını kullanabilirsiniz.
– Yöntem 3: OEE değerlerinizi sıraladıktan sonra orta kalan değeri tesisin OEE değeri olarak kabul edebilirsiniz.
OEE değerinin bir üretim göstergesi olduğu unutulmamalıdır. OEE değeri çalışanların verimini göstermez, sadece makine veya ekipmanların etkinliğine odaklanır. OEE değeri, bir suçlama aracı olarak kullanılmamalıdır. Kullanıldığı takdirde çalışanlar kendilerini savunma amacı ile kayıpları gizleme psikolojisine girebilirler.
OEE değeri için olması gereken değer şu ya da bu demek yanlış olsa da, yapılan araştırmalar ve uzman görüşlerine göre %85 değeri yüksek bir performans olarak kabul edilmektedir. Fakat sektörel farklılıklardan dolayı bu değer değişkenlik gösterebilmektedir. Teorik olarak %85’lik değere aşağıdaki bileşen değerleriyle ulaşmak mümkündür.
• Kullanabilirlik: %90 • Performans: %95 • Kalite: %99,5
Başlangıçta % 30 – % 60 aralığında seyreden OEE değerlerinin yapılacak iyileştirme çalışmaları ile % 85 seviyesine ulaştırılması mümkündür. OEE değeri % 50 olan bir şirket, % 85 değerine ulaşması durumunda %70 kapasite artışı sağlamış demektir. OEE değerlerinin sistematik olarak yükselmesi ve kalıcılığın sağlanması için bazı yöntemleri şirket kültürünüzün bir parçası haline getirmeliyiz.OEE değerlerini geliştirmek için aşağıdaki yol haritasını izleyebiliriz:
| OEE Geliştirme Adımlar | Örnek |
| Veri ölçme, raporlama sistemleri ve veritabanlarının oluşturulması | DCAS www.trex.com.tr |
| OEE iyileştirme çalışmalarına destek sağlayacak araçların öğrenilmesi | 5S, KAIZEN, SMED… |
| OEE’nin izlenmesi, doğrulanması ve sonuçlarından herkesin haberdar olmasının sağlanması | Görsel Yönetim Teknikleri |
| Kayıp Analizi | |
| İyileştirme Çalışmaları | KAIZEN, SMED… |
| Otonom Yönetim – Otonom Bakım | |
| Proaktif Bakım Sistemlerinin Kurulması | |
![]()
![]()
Değerlerimizi ürettiğimiz çözümler ile harmanladık, müşterilerimizi çözüm ortaklarımıza dönüştürdük ve hizmetimizi dünyanın her noktasına götürmek için çalışıyoruz.

