


We can define the work order as a process commonly used by manufacturing companies.
To explain in more detail, the duties assigned to personnel working in production include the route and prescription of materials of sub-operations. For example, each line in the factory may be used to produce a different product or each operator may works to produce a different product, but the work order provides precise information on which line or to which operator, what should be produced and how many should be produced at that time.
In the second question, the planning department manages the work orders, but it must carry out it together with the shopfloor, not alone.
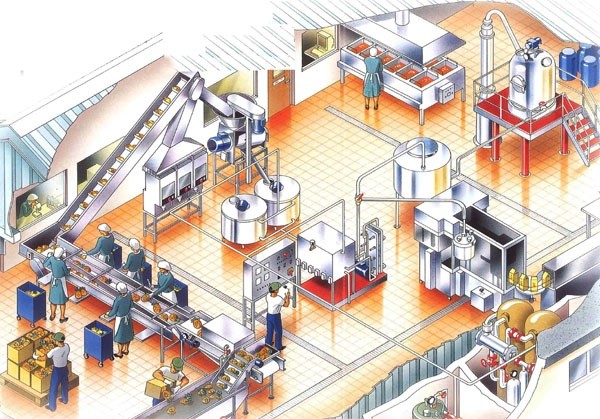
As can be seen from the image, a business may not have only one department or one counter. Work order management actually puts an end to the turmoil in the enterprises, synchronizes the units and takes control from the beginning to the end of the production. As we can see here, if the work order of the operator working at the control point is created for the operator carrying a cash register, the production will stop because the operator does not know what to do. In this case, the main purpose of the work order; fast, high quality and uninterrupted production will not be applied.
While creating a work order, it is very important to look back for that work order. (confirmation-initiation-completion-closure-plans-realization) etc. it is important to see.
It can be difficult to follow up work orders opened in paper environment during or after production. There are errors in the declaration and the reporting frequency will be insufficient. Filtering the production parameters of the same or similar work orders will take time, require much effort, or, as the majority, will not be possible.
For example, a company that wants to make a new investment in the press line should decide whether it should be made in progressive press or tandem press for a work order, and should be made by looking at the data of previous work orders. It may be necessary to review the work order history at the equipment level. Capacity usage, determining the most suitable production route for that product cannot be followed by paper or it can be followed very hard. Work order history may be requested to be examined on the basis of personnel. Similar situation is valid. Work related files can be stored. For example, you will be asked to download the most common error images, work order, technical drawing and dwg for the product to be worked on. All sub-operations that will work or those selected may want to look back at this technical drawing at every moment of production. The mixture will be created according to the work order created recipe. Whether this mixture is in the correct ingredient and weight can be done autonomously with the electronic scales instead of the checklist on the paper.
Planned maintenance of equipment and machine park and the impact of these maintenance on work order management should be measured. For example, headings such as when the molds -which are critical equipment- need to be maintained on a planned basis, mold change time or waiting time can be calculated. In all cases similar to these, the required data cannot be followed in paper based job orders.
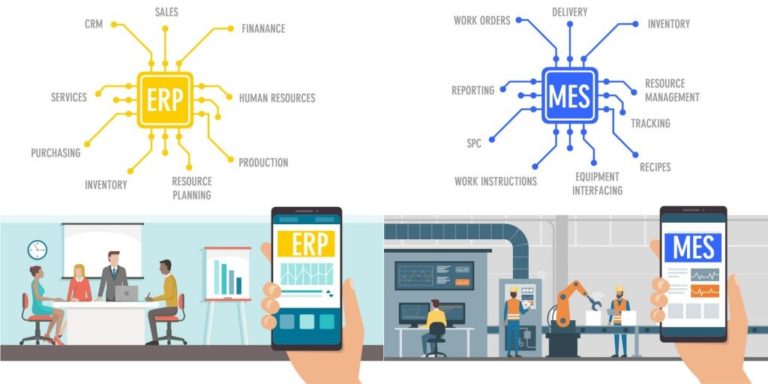
Businesses; manages its processes such as production planning, supply chain, human resources, customer relations, financial management with the ERP systems they are familiar with, but there is another section that ERP systems cannot reach, which is the shopfloor. At this point, MES takes control.
ERP-MES Integrations can be done bi-directionally by transferring stock information and work orders from ERP to MES System and by transferring manufacturing datas from MES to ERP. In addition to these, processes related to field needs such as quality control, maintenance, personnel, LOT tracking, document management and so on can be integrated.
In the integration process, standard procedures are applied and depending on the special requests and needs of the business, we work with the stakeholders in this process. After the work order is transferred from ERP to MES, operations such as opening the plan in accordance with this work order and transferring it to the stations suitable for their operations are carried out within the MES.
In summary, the inclusion of the shopfloor in this system, as well as the management of many departments within the ERP, both prevent human error in production data and reduce the operational load. It is very important that the work order opened via ERP is sent to the operator directly with details and directions. It helps to reduce workload, save time and contribute to improvement of work environment.. In work order management, what is the ideal route in your machine park in the same specs and similar dynamics can be collected from the shopfloor with MES and brought to the ERP . At the same time, it can provide work order planning according to capacity usage.
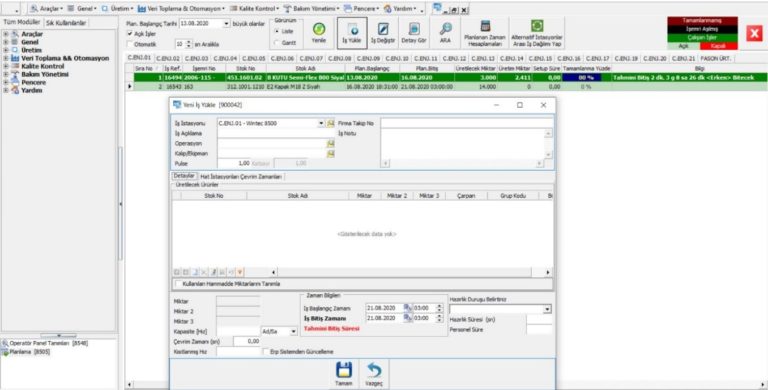
As you can see in the image above, it is necessary to know and analyze the shopfloor very well before issue a work order. Just as issue a work order allows us to keep many situations under control, it will also ask us to provide precise information about the product. Information such as which station will be worked on, which equipment will be used, how much production will be made, between what dates will be produced should be analyzed in advance and a work order should be issued accordingly.

First of all, the main reason of wrong work order is that the production area is not well known and analyzed.. For example, if a press machine with a capacity of 200 tons is loaded with a work requiring 300 tons of power, planning time will be wasted, the machine and the operator will stop because production cannot be achieved. Even worse, if operator starts production, raw material will be scrapped and even damage will occur in the machine.
However, if an effective work order management is made and units work synchronously -it is known what should be produced in which machine- fast, high quality and uninterrupted production comes true.
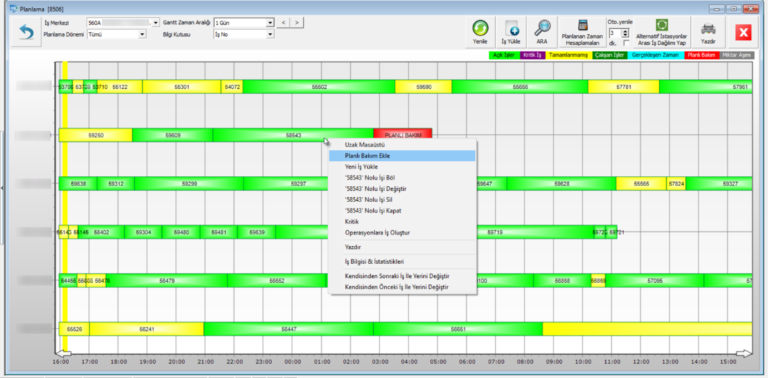
The Gantt chart provides a visual representation of the planned work in a specific time period. As can be seen in the program image below, it is not just a visual. At the same time, it allows you to distribute work orders by drag method. It is the screen where you can manage work orders such as interruption, production stoppage due to scheduled maintenance at certain time interval
The biggest benefit of the Gantt chart in work order management is that it can be clearly seen how long the planned works will last with the cycle time and quantity calculation, so it allows the assignments to be made to the machine in this direction. When it is closed for a certain reason, it can be prevented from assigning work to the machine by mistake, in short, it is possible to ensure that the workload distribution is optimally distributed.
In line with the demands and researches received during our report designs, we know that visuals are always more understandable than numbers and writings. With this feature, the Gantt chart stands out compared to many work order management tools.
It requires being dynamic. In order to be dynamic, it is necessary to access accurate and detailed data easily and quickly.
It is necessary to be able to trace backwards. The man / hour planning required for the mentioned work order and the machine usage period should be determined.
Thanks to the set-up histories made in that work order, it is important to be able to see what can be encountered instantly, to see where the planned maintenance can extend or be taken.
It is important to see the quality values in that work order history.
Flexibility is required. Temporary changes in the outlined work flow format may be required for non-standard or short-term orders.
It should be understandable. In large enterprises with a planning team, why this work is in this line or why this work order should be easily understood and managed, it should not be left to the planner’s workplace experience, and should be managed in a way that every planning staff can easily understand and adapt.
It saves time, effort, energy and raw materials.
To explain with an example; In line production enterprises (eg beverage sector), machines are connected and dependent on each other by conveyors. In such an enterprise, since the final product to be sold can be obtained after the last process and the sequence of operations applied to an existing product linearly, a line-based work order will be needed here instead of separated work order for each machine. Again, in this context, since the equipment of the line operates at a synchronous speed, the planned speed in the work order created on the basis of ERP can be calculated in the MES within the number of products produced by the equipment and thus a real performance calculation can be made.
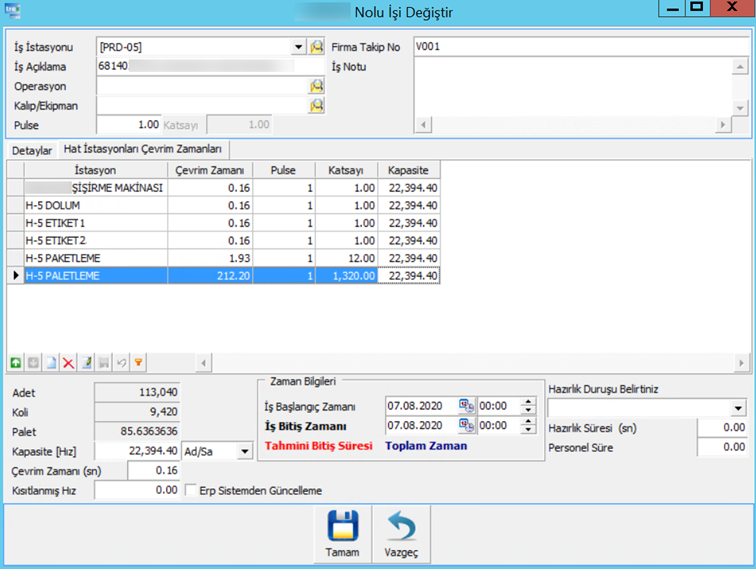
For example, this is a visual planning screen detail image and here you can see the equipment of the line. 1320 bottles are packed in 12 pieces. In this case, the packaging operation speed (1.93 seconds) can be multiplied by 12 over the production time of 1 product and the packaging operation speed (212 seconds) can be obtained by multiplying it by 1320, and this is already done automatically by the MES. This is actually a job order management privatization on a sectoral basis in the program.
In line production systems, there may be a long period of time between the first operation and the last operation. In such cases, the first operation may have started the next job before previous one has finished.
So the correct thing is that the first machine on the line can view all the jobs to be worked on. However, it is sufficient for other equipment to see only the work loaded by the first equipment. Thus, selecting the wrong job will be prevented. In the aforementioned example, it is logical to switch to the second job after the first job is worked, but if the third job is started while the first job is still in the line, then a warning should be given on the panels about the wrong job. MES also supports the use of such poka-yokes. Such examples can be given on the basis of sector-process.
Another example; Tracking raw material consumption in ERP systems – such as the automotive industry- the stock information to be consumed in the created work order is automatically recorded on the panel and the consumed raw material LOT data can be automatically transferred to the ERP System from the panel. At the same time, used material consumption in faulty productions can be seen and analyzed.
In general, it has become a necessity of the new age to provide retrospective traceability free of extra workloads and to transfer information between office and shopfloor automatically.
Planning is the first and most important step of the production process. It will ensure the true road map.
![]()
![]()
We’ve blended our perceived value with the solutions we provide, while transforming our customers to our solution partners, and are working tirelessly to bring our services to every point of the globe.

