

We see or acknowledge that the 5S method has been applied to firms that adopt the philosophy of continuous improvement and cultivate the way of doing this work. This method, which requires a lot of patience and discipline in applying its simplicity, continuity and corporate culture, can be seen as a colorful world with a compact workspace, clean machines and production areas, floor and wall markings. But basically, the 5S method is more than just what we think, increasing the discipline of the company,
we can call it the beginning level in the transformation from the perspective of creating awareness and improving the way of working. Thinking about the other tools and methods applied separately from the 5S method will create difficulties in ensuring the continuity of the improvements made. The 5S method should be seen as a supporting factor in all improvement and development activities, and the following relationships between the 5S method and other methods should not be forgotten;
1 SMED
during a mold change that with each passing time against us, a material or equipment did not find site or in the absence of an indication or marking indicating that the level at which to make the parameter settings for the product when we stop the machine settings Consider the time for us to be losing …
2 Occupational and Environmental Safety
Two cultures that feed each other … Improvement of working environment, ergonomic regulations, colors and symbols … One of the most important tools to support business and environmental safety 5S ..
3 Autonomic Care
Consider an environment in which you can not distinguish what is abnormal or not in a system where countermeasures are taken by detecting abnormal situations …
4 In Situ Quality
A misinformed raft has been told that an incorrect bar code is going on the product and that the mold of product B is connected to the machine instead of the machine, Imagine you’re trading with the wrong quality control value by making incorrect measurement due to measuring device …
5 Kaizen
consider that a kaizen study of the activities the improvements made as a result is not supported with visual elements and can be taken of feedback on improvement of 5S activities to be performed daily indicators and that the signal …
6 Site Management
Think of a field where there are unspecified panels, floor and machine markings in color flares, time and product losses originating from non-standard definitions …
Almost everyone has a 5S counterpart in mind. According to him, only one phone model, according to somebody, is a movie replica, according to whom marriage is a must. According to Japanese culture, it is a lifestyle. Because they are learning to respect their own lives, their habitats and other people with the sense of ownership from their early ages. 5S is the name of the method we apply in the business sense in industrial sense, the movements that the Japanese apply in their daily lives and reflexively.
In other words, it is a map of the order that is formed by the gathering of the words of Japanese origin, which grants order and which should be adopted philosophy by companies over time.
| S eiri | A demolition |
| S eiton | D editing is |
| S eison | T obsession |
| S ejetsu | S tandering |
| S hitsuke | D isiplin |
In a manufacturing company with a good 5S application, missing supplies, complicated stocks, stock items are eliminated, unused materials are removed, the time to find documents is shortened, valuable areas are protected. In the end, protecting the first 4S becomes a matter of pride and discipline is protected whatever it is.
-Koji SUZUKI
You can apply the 5S method in production areas, assembly lines, offices, fluid lines, common areas, warehouses, service areas, even in your home.
PREPARATION
It is the starting point where an area to be improved is selected, a team is organized to heal, and 5S training is given to the team.
DEBUG
It is the step where necessary and unnecessary depart from each other, where unnecessary ones are expected to be decided, and what is necessary is reserved for the regulation step.

ARRANGEMENT
It is the step where we can reach all necessary things easily and quickly, solutions that prevent time-consuming and error-saving solutions.
CLEANING
Initial cleanup is the step in which actions are taken to optimize the environment as best as possible, to identify sources of pollution and to restore it to its original state.

STANDARDIZATION
It is the step in which the standards and controls that are required for the continuity of the system are planned and devised
DISCIPLINE
It is the step that the results are followed, the standards are developed and the continuous improvement is continuing.
PREPARATION
We can characterize the preparation step, which is the first step of the project, as the planning step in the continuous improvement process. (See: Focused Improvement Roadmap)
At this stage;
If we start a business that is new to 5S application; it is important to select an area where the 5S tools can be used and where awareness can be achieved when success is achieved at the end of the project. Choosing an area where change can not be noticed or where we will have difficulty in using tools we learn newly may cause difficulties such as dissemination of 5S culture and keeping team motivation high. For these reasons it will be helpful to obtain consulting support for the initial study.
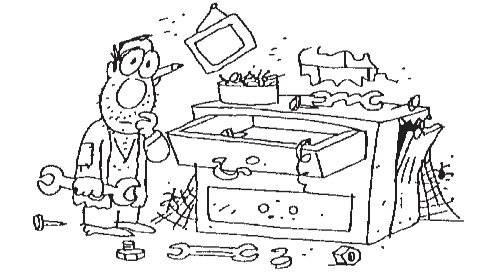
Our pre-sorting work area has similar problems, though not as much as the above drawing. The drawing will give us at least 10 hints about why the 5S method should be applied to this area for 30 seconds. You can note your findings on a piece of paper.
DEBUG
The goal in the sorting step is to remove everything that is unnecessary in the field from the workplace that is more valuable to us. Many confusions are created in the field of work that we define as the active area because of unnecessary materials. These complex situations push us to worthless jobs (lost wages), resulting in inefficient situations.
In the sorting step we will use the Red Label Technique to differentiate between the necessary and unnecessary ones in the area and to record what we do not need, afterwards, when querying. When using the red labeling technique, we must specify our standards for what to wear red label. According to these standards, we will decide whether or not to stick the label on the thing after the evaluation.
? Has it been used in the past month?
? Is it used in emergency situations?
? Is this the right place?
? Does this have to be found?
ARRANGEMENT
The aim of the regulation is to provide everyone with fast and easy access to the materials we need. In achieving this goal, we must also take into account business and environmental safety, ergonomics and cost considerations, and we must demonstrate relevant improvement efforts. We can list the steps to be done in the editing work as follows, but should we not be able to edit the lines on the side before? Or are they already flat?
When the editing step is passed on:
Marking and descriptions can also be applied to stocking areas of the machine and bench with distinguishable colors.
The frequency of use should be taken into account when determining the location of each machine, equipment and material.
| Frequency of use | Time Interval | Place to Put |
| Always | Hourly – Daily | Near |
| Sometimes | Weekly – Monthly | A little bit far |
| Rarely | 6 months – Annual | Same Time |
Ergonomics and material properties must be taken into account when making arrangements. For example; light material can be placed on the upper shelves, where heavy materials can be transported on lower shelves and equipment in shelf arrangement. According to the material properties, a pattern should be established according to the properties such as the properties of the materials such as flammability and glare, the materials that can enter the reaction,
For the materials that are described and used continuously, the minimum and maximum stocking
quantities should be determined taking into account the speed of use and warning markings should be made corresponding to these quantities.
Changes and improvements should be recorded with the First-Previous Kaizen form. This registration will ensure that we do not see the changes made more clearly and that over time the operator will have an archive that contains the knowledge.
CLEANING
Pollution is the cause of many problems ranging from malfunctioning machines, insecure working environment, product quality to motivating employees in the negative direction. We can bring the business environment closer to this level even though we can not make the business environment neat and clean like our home. In this step, our aim is to try to protect people, products and machinery in the field of work, in terms of work safety, hygiene, quality safety and environment that accelerates the deterioration. In other words, it is creating living and working environments. For this cleaning step;
The actions taken in the cleaning step are as follows:
The
area where the 1 Initial Cleaning 5S work is done is cleared with the help of project team and support participants. The aim here is to remove the accumulated pollution from the environment up to now, to identify the power points and pollution sources to be accessed during cleaning.
It is especially necessary that your cleaning is done by the team. The purpose here is not to tame people or to bother them. The goal here is to use the sense of touch while cleansing, to improve the sense of ownership and to ensure that problems are spotted by employees.
2 Detected problem of sickling i
Actions to be taken during the cleaning, to be accessed and to deal with the areas that are difficult to be interfered with and pollution creating points should be organized and actions should be taken against these problems.
3 Creation of Cleaning Standards In order
to prevent the pollution that we can not destroy in the source, it does not make the environment worse, we need to clean it periodically. For this, cleaning standards are established in accordance with the 5N1K method. These standards may vary according to machine, equipment, area and process.
According to the 5N1K method,
STANDARDIZATION
The standardization step is a step that we set the rules of the first 3 steps, that the backward process is prevented and the system constantly renews and develops itself. The first three steps are critical to maintaining the point reached. In this step, the continuity of the first 3 steps of the rules becomes important.
1 Preventive Removal The
necessity of the first step is fulfilled by preventing the unnecessary materials from entering the work area.
2 Preventive Regulation It is
necessary to adapt the edited plan, to keep everything that needs to be stopped in the defined, defined and desired quantity, not to let the order deteriorate.
3 Preventive Cleaning
In order to prevent pollution, it is necessary to prevent the pollution from going back in accordance with the determined cleaning standards and periods.
5 MINUTES 5 MINUTES
In order for employees to take preventive actions, they need to be timely and standards should be made available at this time. In order to ensure that the working environment is organized and cleaned according to predetermined schedules at the beginning and the end of the work, these standard activities should be done systematically in a minimal but effective manner so that they are not spent over time for these activities.
DISCIPLINE
Keeping the system alive in the discipline step, increasing employee motivation and making the system self-controlled are important points for 5S to be continuous and to become real culture. We can develop some specific applications and standards that can be done to provide them. For example;
AND SUBSCRIBE AFTER 5S
Zero Work Accident
After the 5S work in which ergonomic activities are carried out in which a better and safer work environment is being created where work safety and work for the health of workers are being worked out, the enterprises have a better chance of reaching the “0” Zero Work Accident target. In addition, environmental indicators are also positively affected by environmental measures, waste management, waste disposal, or measures to reduce environmental accident factors.
Zero Failure
Finding solutions to the sources of pollution that cause the fault extends the operating hours of the machine or equipment. It is observed that during the nursing activities, the pollution-induced difficulties and time-consuming work are reduced. The machine efficiency increases and the failure rates decrease. 5S, which is a preparatory step for autonomous and planned maintenance work, allows the implementation of these methods.
Zero Error
Environments where the points touching the product are more reliable are created. If we consider that faults and the frequency of stoppages associated with them are reduced, we observe that scrap, 2.quality, re-work rates decrease. In the regulated areas mixing of the product items is avoided and in this way the wrong product configurations are avoided. In addition, since the environments supported by the visual elements are created, the causes of the fault are easily recognized and quality improvements occur.
Zero Standby It
can be seen that media and organizational waiting factors such as material losses due to unnecessary call losses, irregular lockers and shelf layouts, unnecessary stockings are minimized or eliminated. The ability to control stocks and stock areas is increased.
Zero Setup
Solutions that include organizational and machine cleanup will be created to create regulations and flows that will reduce the time lost during product transitions, to produce the right product the first time after the change, faster and fewer defective products. As a result of these solutions, it is noticed that product change times are shortened.
100% Conversion
Continuing operations consistently and supported by other means allows the business to change its business behavior in a positive way. It is seen that the motivation of the employees is raised and the environment, the working environment and the machine are owned by the participation of the employees and the improvement of the environment conditions. It is the starting point and example for continuous improvement work. It is one of the easiest ways to make improvement work and to create awareness, and it is among the most effective because our sense organs appeal to us. Briefly, it is where the 5S transformation begins.
![]()
![]()
We’ve blended our perceived value with the solutions we provide, while transforming our customers to our solution partners, and are working tirelessly to bring our services to every point of the globe.
