


The basis of industrialization is that products are produced in accordance with standards within certain tolerances and these products can be used interchangeably.
Scientific researches are carried out to produce these products with a fast and economical method and the results obtained are used for the emergence of new production techniques or for the development of existing ones. Molding, which can be defined as the creation of a product by compressing liquid or solid raw materials in a geometry with certain shapes and sizes, is used as the most appropriate method for the fast and economical production of many products.
The fact that the size and form integrity of the manufactured part can be as much as the degree of precision that the mold geometry can show and will never exceed, this is at the center of all efforts made for the development of this sector.
Due to the rapid development of computer technology and its impact on the production processes, the mold industry has made a great progress, and the parts that could not be produced with molds before have become very easy to manufacture in the mold industry today. Parallel to this process, the development of bench and measuring techniques used in mold manufacturing and the ability to control them with computers has opened a new era for the industry.
Today, computer aided design, engineering and manufacturing has become the foundation of the modern mold industry. In this way, flawless molds are produced at the first time with minimum cost and presented to the service of the industry. Stress-strain analysis, heat transfer etc. Making engineering calculations with computers, observing real working conditions with simulation and advances in material science increase the life of the produced mold and diversify the service areas of the sector.
Automotive, household appliances, plastic, rubber and rubber industry, cable industry, metal, aluminum, glass and glassware, electronics, defense, textile industry branches are among the sectors that use the products of the mold industry, which is one of the cornerstones of mass production and industrialization.
In general, the device that produces identical parts within the desired size limits and in the shortest time, helps to keep material consumption and manpower at a minimum, and can work with machine tools is called a mold.
Molds are classified according to their workmanship and quality. These can be briefly defined as A type, B type and C type molds.
A Type Mold: They are sequential (progressive) or transfer mold type, having automatic transfer system, open or closed (air-cooled) transfer system and high precision molds. They usually manufacture very sensitive parts whose operations cannot be completed in one press.
Type B Mold: These are molds used in the production of sheet metal parts with relatively large dimensions and slightly lower precision, which are generally shaped by printing. They can be equipped with core, hydraulic and pneumatic drive systems. “Serial processing machines” where the mold and the machine are integrated (with battery) can also be included in this group.
C and D Type Molds: These are low molds with a production number of less than 100,000, with relatively rough tolerance, a cast body and that can be sold in kilograms.
Plastic Injection Mold :These are the molds in which the most plastic types are produced according to the purpose of use. Plastic raw material melted in the injection furnace is injected into the mold with high pressure. It takes the shape of the plastic mold that cools inside the mold. With this method, very sensitive plastic parts can be produced. Inappropriate products can be recycled and shaped again. Products with low fault tolerance are produced. It can be followed with MES solutions.

Thermoset Mold: In such molds, unlike injection molds, thermoset and composite plastics are baked under high temperature and pressure to take the shape of the mold. Overflow burrs occur during production. These burrs are cleaned by applying processes such as cupboarding, sanding and vibration. Plastics shaped by this method cannot be recycled again.
Sample products: Bakelite electrical materials, melamine plates, ashtrays etc. It can be followed with MES solutions.

Thermoform (Vacuum) Molds: In this molding method, the plate made of plastics in the thermoplastic group is heated and sucked on the mold with vacuum, allowing the product to take its form. It can be followed with MES solutions.

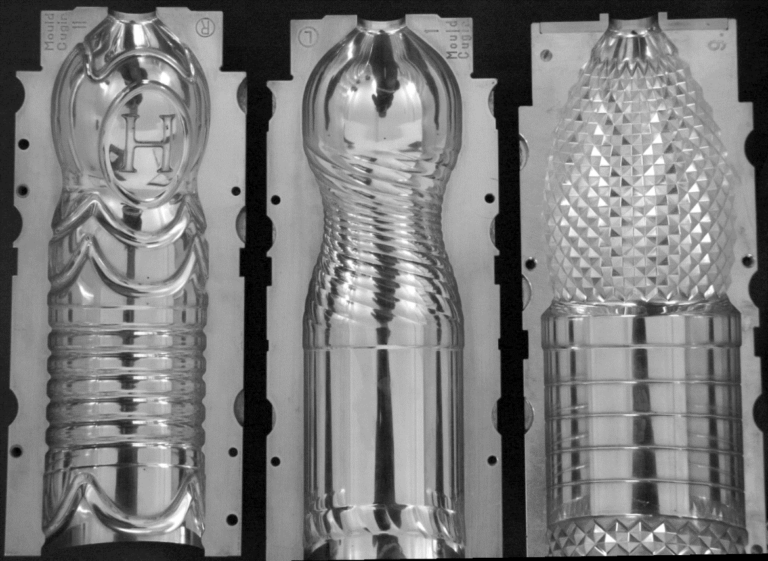
Blow Molds: Bottles are the best example of these products. As the molten plastic flows from the furnace in the form of a pipe, it is trapped between the mold and inflated inside the mold by giving compressed air at one point. It takes the shape of the plastic mold that cools in the mold. It can be followed with MES solutions.
Extrusion Molds: The plastic melted in the extrusion furnace is continuously poured through the mold and cooled by air or water at the exit of the mold. Window door profiles, hoses, cables etc. It is produced by this method. It can be followed with MES solutions.

It is used in the production of soft metals such as aluminum. The same method is used with plastic injection molds. It is separated from plastic injection molds with runner inlets and overflow pockets. Production is made in two types of injection presses as hot chamber and cold chamber. It can be followed with MES solutions.
It is used for shaping sheet and metal sheets. Mass production of metal sheet and metal parts is achieved by performing operations such as punching, cutting and plastering on the sheet with the punches properly placed in the mold. It can be followed with MES solutions.
By heating the metals and pressing them between a mold, it is ensured that the metal takes the shape of the mold.
When you decide to make a mold, you must first do some feasibility studies. In short, these are the factors that directly affect the cost of the mold, such as the precision of the plastic type product to be used in the production of the product to be produced.
Attention should be paid to details such as inverted nails and angles, thin wall thickness as much as possible in the parts to be produced. These are factors that directly affect the mold cost. A reverse nail that is desired to be in the part can double the cost of the mold.
It is better to get support from a professional designer in this regard, and going to the mold maker with the three-dimensional solid models (taken with the aid of computer) of the product removed.
Nowadays, prototype construction techniques have developed extremely, if you make a prototype product after modeling the product in computer environment, you will prevent the company that will make the mold in pricing and the changes and corrections that can be made later in the product design, as a result of the additional time and costs that are not in the account. It can be followed with MES solutions.
Although molds can run very fast, they are often stopped for breakdowns and repairs. By controlling and monitoring molds in MES System; planned and preventive maintenance will become feasible and sustainable.
Since MES enables stoppages tracking, mold breakdowns are minimized and downtimes in production are reduced. Thus, production efficiency is ensured to be as high as possible.
In addition, maintenance and mold personnel will reduce overtime costs by providing more planned and economical use.
If we take plastic injection molds as an example, products with low unit profit margin are produced serially. You have to produce and ship high-quality products in high quantities so that you can catch profitably at the end of the day.
Incomplete filling is common. It is melted and the mold is very cold. Or the product is burning and the mold is very hot this time. The ironing pressure is low and there are residue marks on the product. Even if the ironing pressure is too high, the product will jam. If the injection time and the mold filling time do not match, there is still a product jam. If the piece is too hot, it will stick to the mold. Injection is slow, mold is cold, screw speed and pressure is low, flow marks occur in the product. The material is clogged in the mold entrance and the granules are moistened. Injection pressure is too high, burr formation occurs. Nozzle and sleeve temperature is high, it turns yellow. This list becomes even longer when mold design errors such as narrow air ducts, incorrect location of ducts, requiring auxiliary vacuum are added.
In a sector with a narrow profit margin where thousands of quality products must be produced and shipped without stopping, these stoppages and the equipment that cause these stoppages should be managed with planned maintenance. Equipment life tracking should be done, even by integrating with the quality and maintenance modules in MES Systems. Maintenance and repair work should be managed and recorded so that the quantity of all defective products can be managed properly.
All critical equipment (cutting edges, etc.), especially the mold, are identified on which machine and which work order in the production area. Which operator worked on the machine with the mold attached. How long has it been used. Which work orders were worked on, in which shifts. How long is it until the end of the usage period recommended in the datasheet. Is planned maintenance required and has it been done. By monitoring, managing and recording all of these, critical equipment with serious costs, mold cutting edge tools, etc. can be used more effectively.
Assuming that you are a manufacturer of automotive sub-industry plastic parts, an average of 1-1.5 million pieces will be produced for a model for 5-6 years. The mold must work with minimum errors and breakdowns during this time. Mold failure or interventions to be made to the mold disrupt the production. Even 10 years after the model production has ended, that mold should be suitable for producing products. It is important to know how much of that mold life is left in between production and to know how long it can be operated in the future.
![]()
![]()
We’ve blended our perceived value with the solutions we provide, while transforming our customers to our solution partners, and are working tirelessly to bring our services to every point of the globe.

