


The answer to this question is a variable answer. Almost all manufacturing machines can be included. Every machine type from CNC, Injection, Press, Press Brake, Filling, Packaging, Laser cutting, Punto, Production line, robotic arm, Welding machines, Control machines can be included in the MES system. The topology changes only according to the technology on it and the variety of data to be collected. Data can be collected from sensors, relays, switches, mechanical movements of the machine as well as information can be collected from the PLC.
Machine type and variety are not restrictive.
The age, brand and capabilities of the machines and equipment to be included in the MES System are not technically important. The only importance may be the limitation of the data to be taken. For example, on a 30-year-old machine, all of the technical data can be obtained via an additional sensor or using relays to bring the signal to the level we want. Data diversity may increase on a new machine. All data is extracted from PLC or DCS system with the help of industrial protocol and these data can be used to increase efficiency.
MES Systems can be integrated into all systems from old technology to the latest system technology.

We are in the age of communication. Most of us have lived through those dark times when SMS limited to 160 characters were heavily charged, we remember, it was not long ago. Currently, we can video chat with 5-6 people simultaneously, while at the same time we can share files at a much lower cost. Let’s consider how much the amount of data sent has grown from text messages with 160 characters to today.
Think about the data your phone collects about you during a 30-minute drive in the city center (road condition, weather, speed, heart rhythm and blood pressure with the help of a clock, what is spoken in the environment, which gas station you visited, etc.) How much more than the data produced electronically 15 years ago!
However, you are the same 15 years ago as you are now, but look at the increase in the amount of data generated over you. This band expansion in communication also happened in production areas.
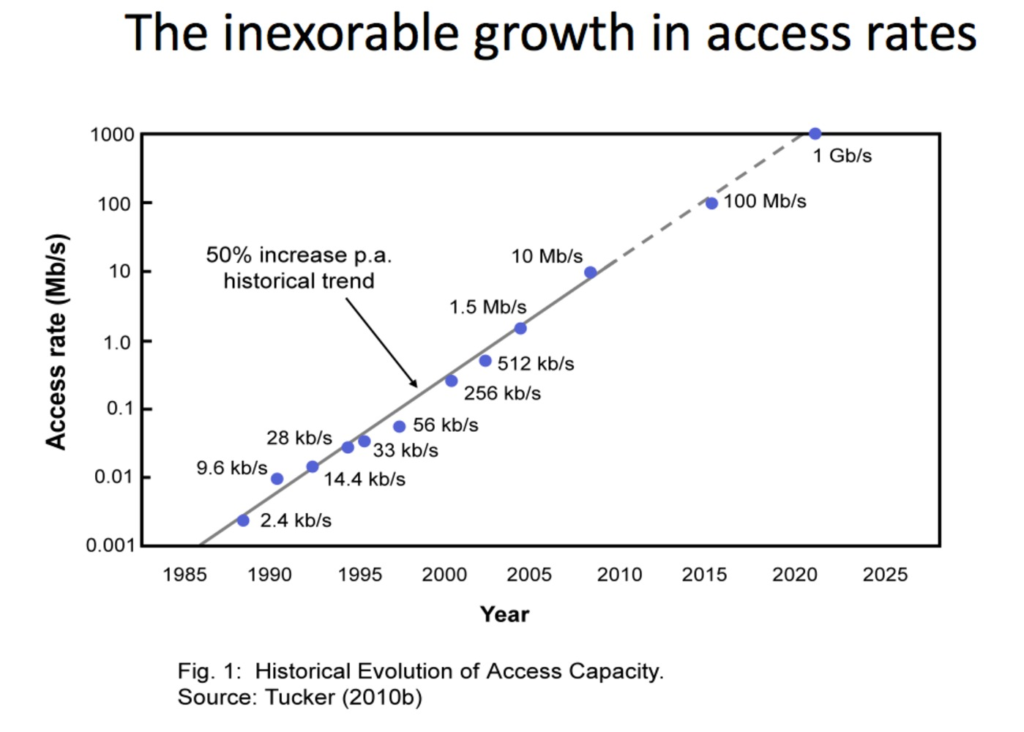
The graph shows the available bandwidth by years. The linear increase is continuous and we have a bandwidth 100 times larger than 15 years ago. Data sharing has increased. But let’s not forget that Data has increased at every point. With IoT and 4.5 G, every device, every equipment, every sensor has become constantly transmitting data.
This situation created big data. In this abundance of data, our focus is on the collection, interpretation and action of this data with minimal human effort and intervention. This does not end with collecting the data on it and exporting it to a point. All machines in the field do not stop communicating with equipment.
Integration with other software, especially ERP, is required. It should allow cross check queries and retrospective reporting with them. It must be in communication with other machines of different models and technologies. Information must be viewable from every platform. In short, collecting data is not only the beginning and the end point of this business today, where we are talking about big data, so that your machine can collect data as a solution.
So what is the final point; It is to autonomously collect and interpret accurate and fast data from each machine from every equipment, and to ensure that action is taken by communicating with all the necessary sub and upper systems.
Your machine can collect data on itself, but this is not enough today.
Of course, the PLC system of machinery and equipment can be used. In terms of data diversity and transferring these data to the MES system will add much more benefits. However, It is not always appropriate to collect the data from PLC of any machine having PLC. First of all, PLC must have a port to communicate with industrial communication protocol. Secondly, the PLC must keep the required data on itself and evaluate it. Finally, it should allow us to pull this data from data blocks in the PLC. Which data is in which data block, these situations make our job much easier. Previously, the PLC (Programmable Logic Control) manufacturer were not allowing the accessing and using of the information. But then all manufacturers standardize it with the use of the OPC communication protocol.
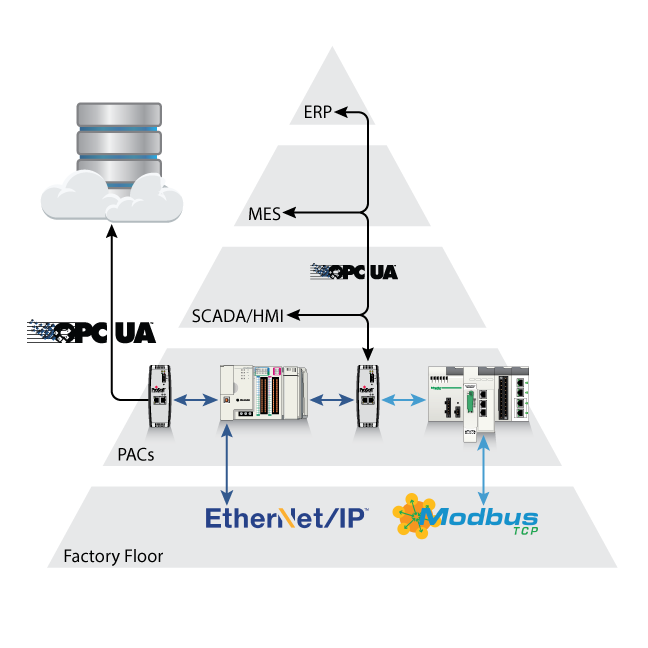
OPC Server: The OPC server is a protocol converter that converts the communication system that does not conform to the OPC standard to the OPC standard. OPC servers have been developed for many devices, especially PLCs.
As in the image below, it shows the process of data transfer to the upper system with hardware using OPC Server.
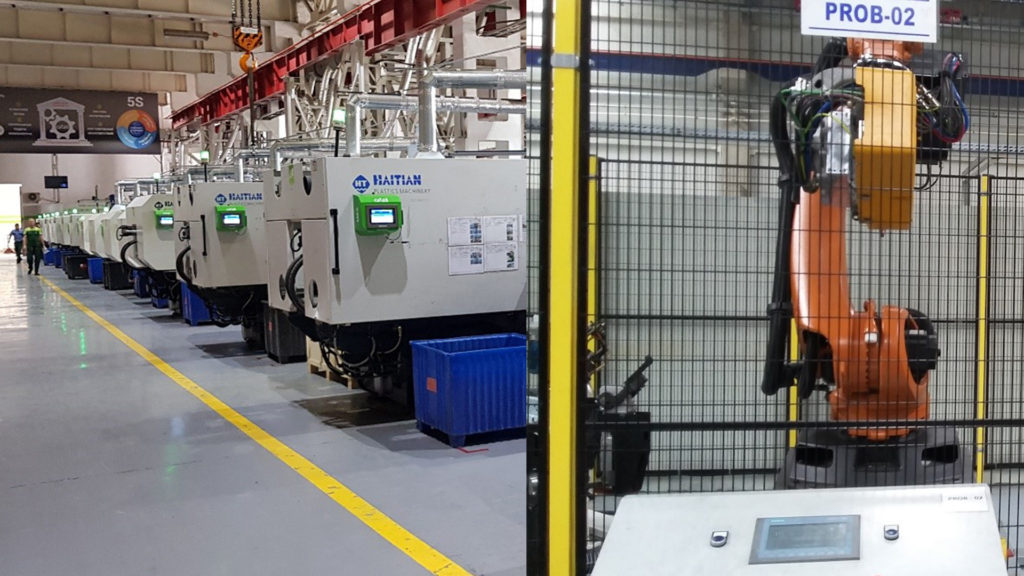
Finally, if we cannot get the data using the protocols mentioned above, the collection of signals can be performed by using the IO Box device developed by our company.
In such a case, we make it possible to receive data by making external sensor connections on the machine as in the pictures.

If our machine is a mass production machine, to measure its efficiency, cycle time information is important. In addition the amount of energy spent on machine basis has to be taken into consideration as well. Simply, even these two data can make the machine efficient and competitive for the manufacturer.
The data that can be received may vary depending on the machine and the expectations from the MES system.
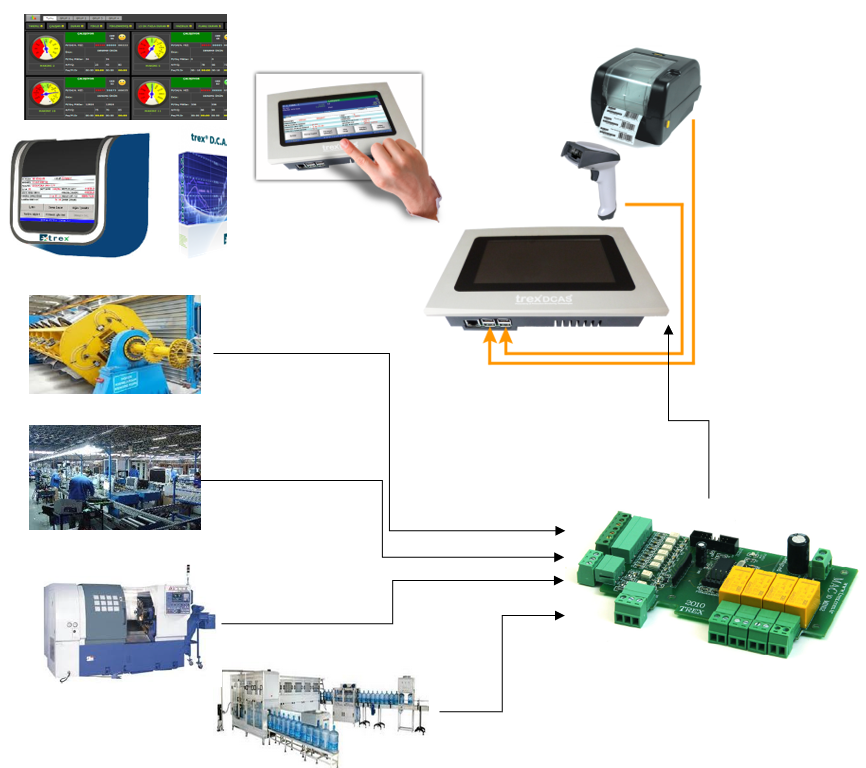
Data can be received from a PLC with communication port. The communication port having RS485 data bus, ASCII, OPC or MODBUS TCP / UDP communication protocols can be used to collect data. If this communication method is used, we must be informed at which address and what data is available. These data can be received via PROFIBUS or PROFINET. Permission to join the PROFIBUS or PROFINET network and the information in the required data block addresses must be informed to us. We can extract a lot of data from the machine in line with the information transferred to us over the CANBUS 2.0B protocol and evaluate them for use in the MES system. The aforementioned PROFIBUS, PROFINET, RS485, MODBUS, OPC and RS232 already have a 90 – 95% utilization rate from the industry. Working with all of these protocols enables us to collect data autonomously from all machines, as we answered in the previous question.
Yes, it can be done. As an example, in our applications, the work order planned from the upper system; The operator starts with the work order to be selected on the panel screen; The MES System automatically receives machine parameters related to the relevant product and operation associated with the ERP system and automatically sets the machine to the best parameters. In other words, by using the PLC communication of the machines, it allows us to get all the information about the machine, about the production and the malfunction by talking to the machines, and it turns into an efficient machine park and an efficient factory, which can be planned instead of quality and time losses caused by manual operations. With this communication, your company takes an important way in the transition to smart factory and makes your job much easier in the transformation to new technologies.
Of course, It increases the efficiency of machine uses. If we expect the equipment to have this feature automatically, the cost of the equipment will increase significantly. If we want the control feature within the MES system in many equipment, we are at the level to add this feature to most of the equipment within the possibilities. Regardless of the machine park of our partners, even if there is no data communication protocol on it, the data to be obtained from the machine can be obtained with externally connected sensors. When the specified production number of workorder has been reached, With our IO Box, we can implement different scenarios such as audible and light warning, stopping the machine, triggering another machine.
Our IO Box device;
If we give an example from a project in the automotive sector, With the smart wristband we developed, we made a system which can be controlled by MES Systems. There are smart wristbands with this feature, but the numbers that companies will pay per product are very high. Based on this example, we can transform many equipment so that can be controlled specifically by the MES system within possibilities.

The speed of technology is increasing day by day, that is, it is accelerating and increasing expectations from every product produced. Faster production, higher quality production, more diverse production, customized production etc.
It is important not to lose flexibility while going digital. In addition, It is important to be able to adapt easily and quickly to the demand changes.
For example, nowadays Robotization; It is preferred because of its error-free production and long working hours, but it should not be ignored that it can reduce the flexibility because it takes long time to respond to the changes in production, and more costly.
I / O BOX, sensor etc, used for machine communication in MES systems. Equipment’s lifespans are extremely long. HMI panels, which we can say have relatively shortest lifetimes, generally have an average lifespan of 10 years or more. Considering that the ROI in MES systems is 2-2.5 years, they are extremely reasonable. At the end of this period, the MES supply partner must be able to offer the company the optimum solution at the ideal price and features. The architecture of the MES system used must have this flexibility.
Not only machines and equipment are included, in addition, we can even add people. For example, via smart wristbands, we can send notifications such as image, light sound vibration that provide various meanings to a staff. We can get feedback from these smart watches. Various data can be obtained from the automated guided AGV transportation systems that we encounter in various production factories and we can send various commands to these AGV transportation vehicles. At the assembly tables, we can direct our staff in line with work orders. Through brand-independent electronic system we have developed, we have designed a system that saves quality, time and money by implementing the technology that enables our partner to take great steps in error-freeing.
![]()
![]()
We’ve blended our perceived value with the solutions we provide, while transforming our customers to our solution partners, and are working tirelessly to bring our services to every point of the globe.
